
联系我们

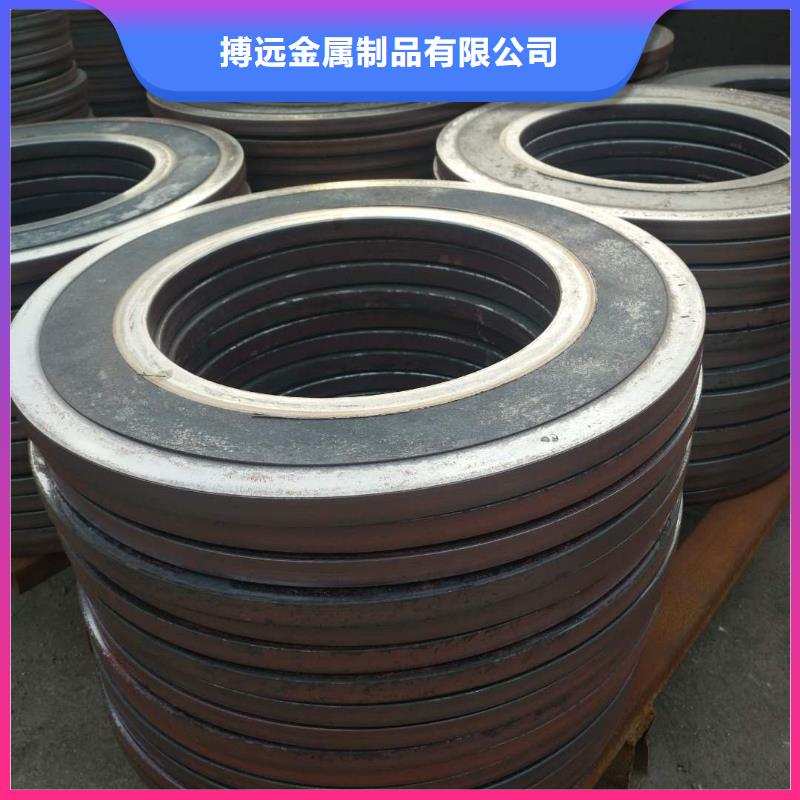
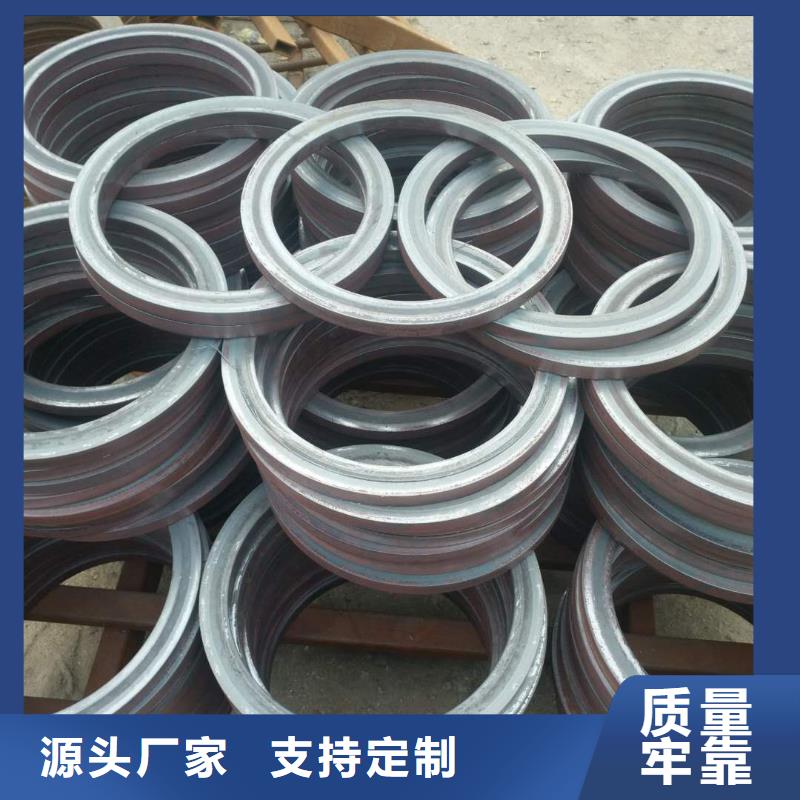
法兰毛坯,大口径法兰毛坯质量为本
更新时间:2025-01-04 08:26:37 浏览次数:42 公司名称:聊城 搏远金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 425 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | 235 16mn 20# 45# 20CR 40CR等 |
| 产地 | 聊城 |
| 规格 | 齐全 |
| 颜色 | 黑色金属 |





搏远金属制品有限公司研制的 四川德阳异性件厂家,获得了广大客户的认同及赞 誉。 四川德阳异性件厂家产品的研发创新是企业发展的核心动力,专业研发人员对产品的设计以为已任。
本公司的宗旨是:以诚信、求实、创新的精神,以科技为先导,靠质量兴企业,坚持以人为本,客户为中心,追求质量,服务真诚的企业理念。
搏远金属制品有限公司真诚欢迎国内外朋友来我公司共同合作和发展,将公司更好、更新、更高的 四川德阳异性件厂家产品提供给您,给您的企业插上翅膀,让客户满意。


英文名称: Flange blank
定义:根据法兰成品所要求的形状、工艺尺寸等制成的供进一步加工用的生产对象。
应用学科:机械工程(一级学科);机械工程(2)总论(二级学科)
铸造法兰毛坯
铸造出来的法兰,毛坯形状尺寸准确,加工量小,成本低,但有铸造缺陷(气孔.裂纹.夹杂);铸件内部组织流线型较差(如果是切削件,流线型更差);
目前少数劣质法兰铸件采用铸造,对尺寸精度要求较高的小型铸件,可采用特种铸造,如型铸造、精密铸造、压力铸造、熔模铸造成和离心铸造等。缺点是此类法兰多采用“山西面包铁”制作而成,在使用过程中易产生渗漏现象。
锻造法兰毛坯
锻造法兰毛坯由于经锻造后可得到连续和均匀的金属纤维组织。因此此类毛坯的力学性能较好,常用于受力复杂的环境使用。其中自由锻件的精度和生产率较低,主要用于小批生产和大型法兰的制造。
热卷法兰毛坯
热卷法兰毛坯是通过将钢坯经加热炉轧制成扁钢由热卷机卷制成圆的工艺来进行,是目前国内较为先进的一种法兰毛坯制作形式,河南昌通科技发明的热卷工艺与传统法兰制作工艺相比,具有以下明显优点:(1)、原材料全部采用标准方坯,材质稳定可靠;



2锻造工艺过程一般由以下工序组成,即选取优质钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。 自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。
镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。
冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。
弯曲 使坯料弯曲成一定角度或形状的锻造工序。
扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。
切割 分割坯料或切除料头的锻造工序。
模锻模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。 1.模锻的基本工序 模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。常用工艺有镦粗、拔长,折弯、冲孔、成型。常用模锻设备 常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。
通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。
无论是铸造法兰还是锻造法兰都属于法兰常用制造方法,看需要使用的部件的强度要求,如果要求不高,还可以选用车削制法兰。
割制法兰
在中板上直接切割出法兰的留有加工量的内外径及厚度的圆盘,再进行螺栓孔及水线的加工。这样生产出来的法兰就叫做割制法兰,此类法兰直径以中板的幅宽为限。
卷制法兰
用中板割条子然后卷制成圆的工艺叫做卷制,多用于一些大型法兰的生产。卷制成功之后进行焊接,然后压平,再进行水线及螺栓孔的工艺的加工。
